

Особенности плавления некоторых металлов
Для того, чтобы расплавить металл в домашних условиях этот элемент необходимо поместить в небольшую чашечку или тигель. Чашка с материалом вставляется в печь. Затем начинается его плавка. Чтобы расплавить драгоценные элементы их помещают в ампулу из стекла. Для того, чтобы сделать сплав из нескольких компонентов следуют такой инструкции:
- Вначале в чашечку для плавления кладется тугоплавкий элемент – медь или железо.
- Затем кладется более легкоплавкий компонент – олово, алюминий.
Плавка алюминия в самодельной печи
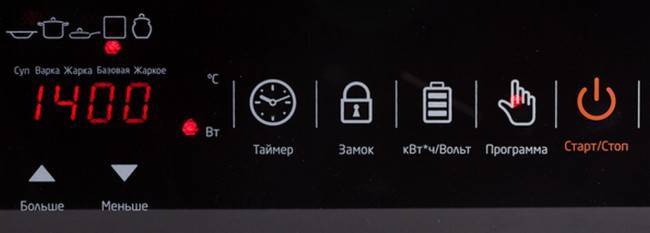
Сталь является тугоплавким материалом. Ее температура плавления составляет тысячу четыреста градусов по Цельсию. Поэтому, чтобы расплавить сталь в домашних условиях надо следовать следующей инструкции:
- Для плавки стали в домашних условиях ввести дополнительные регенераторы. Если печь работает на электричестве, то используется электроэнергия.
- При индукционном нагреве добавляются шлаки. Они увеличивают быстроту плавки.
- Постоянно вести наблюдение за показаниями приборов. Если необходимо, то понижать температуру плавления, переходя на более умеренный режим.
- Всегда верно определять готова ли сталь к работе или к плавлению. Выдерживать все вышеперечисленные шаги. Только тогда металл на выходе будет качественного изготовления.
Плавка металла
Для плавки железа в домашних условиях печь необходимо заранее прогреть. Вначале помещается крупный кусок, а потом мелкие. Железо необходимо вовремя переворачивать. А правильно расплавленный металл будет иметь шаровидную форму.
Если вы собираетесь сделать бронзу, то вначале необходимо поместить в лунку для плавления медь. Так как этот компонент более тугоплавкий. Когда медь расплавилась добавляется олово.
А при плавке алюминия, олово или железа необходимо соблюдать неспешность. Расклепывать медленно и делать это надо небольшим молотком. Часто нагревайте материал до покраснения и остужайте в холодной воде. Только тогда вы получите идеальный сплав на выходе.
Принцип работы
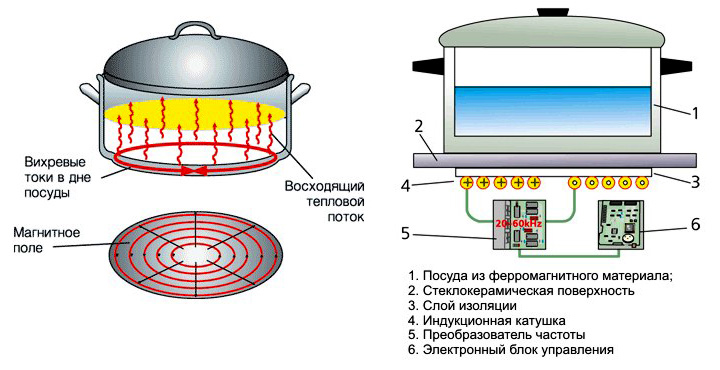
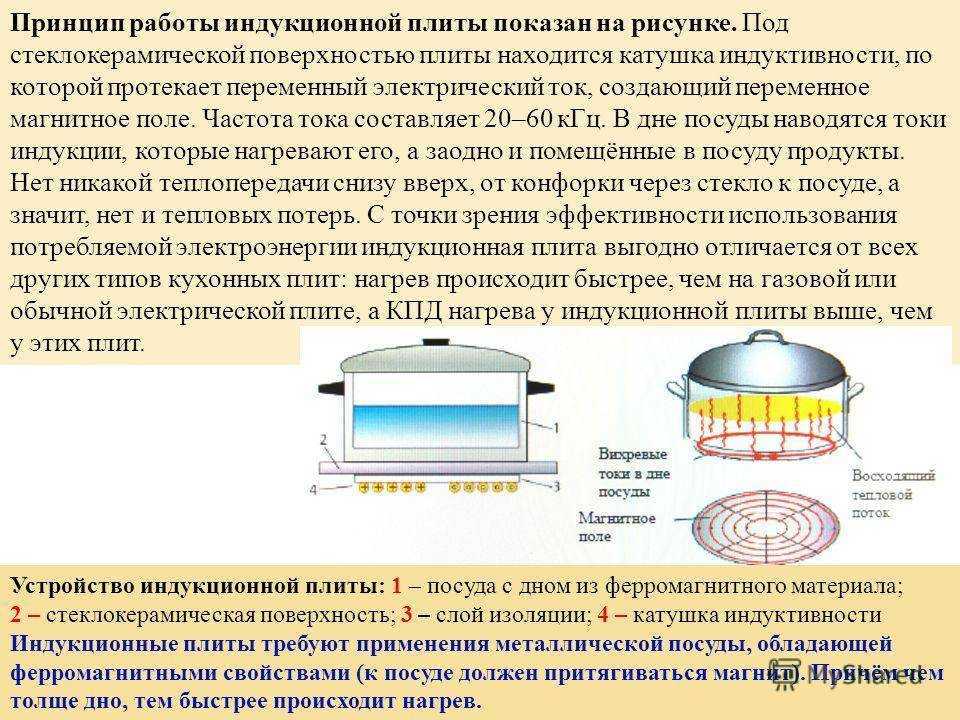
Принципиальное отличие такой плиты от других видов в том, что нагревание посуды происходит не за счет открытого пламя (как в газовых) или металлического нагревательного элемента (как в обычных электрических). Посуда на индукционной варочной поверхности нагревается за счет движения электромагнитных токов, проходящих через магнитную катушку под стеклокерамической поверхностью.

Такой принцип работы позволяет сделать следующие выводы.
Нагреваться будет только та посуда, которая обладает ферромагнитными свойствами. Но это не значит, что нужно будет покупать что-то особенное. Старая может вполне подойти.
Как проверить, подойдет ли та или иная кастрюля или сковорода? Поднести к ее дну магнит или посмотреть обозначения. Как выглядит значок «индукция», смотрите на картинке ниже.
Используйте посуду с ровным дном, без вмятин и выпуклостей.
Нагреваться будет только та часть плиты, под которой стоит кастрюля. Стеклокерамическая поверхность плиты нагревается уже от горячей посуды, а если убрать с нее горячую кастрюлю, то она быстро остынет за несколько секунд. Благодаря этому меньше рисков получить ожоги (только если от горячей посуды во время готовки).

Данная особенность ее работы очень актуальна для семей с маленькими детьми. Даже если ребенок включит плиту, она не начнет нагреваться, пока на ней нет кастрюли с магнитным дном.
Экономнее расходуется электроэнергия из-за узконаправленного воздействия тепла, не пригорает попавшая на поверхность еда.
Индукционную печь легко мыть.

Посуда должна быть подходящего диаметра – не менее 12 см. Это значит, что случайно забытая вилка или ложка на плите не нагреется. Ну, и от обычной маленькой турки нужно будет отказаться. Взамен ей можно купит специальную или приобрести адаптер – металлический диск нужного для нагревания плиты диаметра.

Внимание! При использовании диска-адаптера не рекомендуется включать технику на полную мощность. Смотрите интересное видео о плюсах и минусах:
Смотрите интересное видео о плюсах и минусах:
Полезные функции
Отдельного внимания заслуживает краткий обзор функций, которыми можно управлять на сенсорной поверхности техники.
- Возможность регулировки температурного режима. Печь с датчиками температуры и таймером позволяет программировать приготовление блюда поминутно на разных температурных режимах.
- Автоматическое выключение. В некоторых моделях запрограммированно автоматическое выключение работы сразу после того, как с поверхности сняли посуду. Функция защитного отключения также позволяет выключать технику в случае нагрева до определенной температуры.
- Звуковой сигнал. По тому же таймеру можно настроить время подачи звукового сигнала, как в процессе приготовления блюда, так и по его завершению.
Можно ли под индукционной панелью установить духовой шкаф?
Одним из частых вопросов является возможность встроить под ними технику из металла – духового шкафа, посудомоечной машины, микроволновой печи. Проблем с близким соседством техники не возникнет, если между ними встроить теплоотвод, которые изолирует действие магнитного поля.






В продаже также можно встретить отдельностоящие плиты «2 в 1» ‑ с духовым шкафом и стеклокерамической индукционной варочной панелью.

Смотрите видео о том, как подключить инверторную варочную панель:
Устройство
Печь состоит из нескольких основных элементов:
- Корпуса.
- Теплоизоляционного внутреннего слоя.
- Теплоизоляционного внешнего слоя (огнеупорного кирпича, керамики).
- Нагревательных элементов.
- Элементов управления и электропроводки.
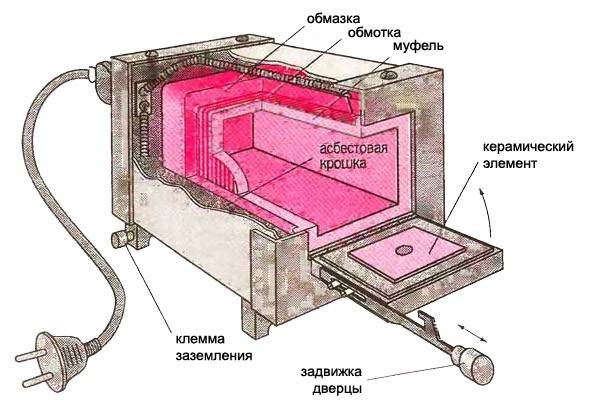
Схема устройства муфельной печи
Корпус изготавливается из металла толщиной более 2 мм, согласно заранее подготовленным схеме.
Теплоизоляция внутреннего слоя выполняется из огнеупорного кирпича с максимальной рабочей температурой до 1000 °С.
Для внешнего изоляционного слоя используется перлит или базальтовая вата, являющиеся хорошими изоляторами. Особо стоит отметить, что материалы содержащие асбест использовать запрещено, так как при высокой температуре нагревания происходит выделение токсичных веществ.

Схема терморегулятора муфельной печи
Нагревательный элемент – спираль изготавливается из нихрома или фехралевой проволоки диаметром 1 мм. Нихромовая проволока состоит из никеля и хрома, обладает хорошими антикоррозийными свойствами. Фехралевая проволока содержит металлы железо, алюминий и хром и стоит значительно дешевле. Оба вида проволоки способны выдержать температуру нагрева и длительной эксплуатации без изменения своих характеристик.
Механизм наклона
Механизм наклона должен обеспечивать наклон печи для полного слива металла.
В настоящее время применяют очень разнообразные механизмы. Для печей малой емкости используют механизмы, состоящие из лебедки с ручным или электромеханическим приводом и троса, перекинутого через блок.
Более крупные печи наклоняют при помощи тельфера, сцепляя его крюк с серьгой, укрепленной на каркасе. Крупные печи оборудуют гидравлическим приводом наклона, в принципе аналогичным гидравлическому приводу наклона дуговых печей.
Вращение печи осуществляется, как правило, вокруг цапф, ось которых проходит под носком печи. В некоторых случаях вращение начинается вокруг нижних цапф и осуществляется с большой скоростью, пока в гнездо не уложатся верхние цапфы. После этого печь поворачивается вокруг верхней пары цапф, но уже с меньшей скоростью (увеличивается радиус точки приложения сил).
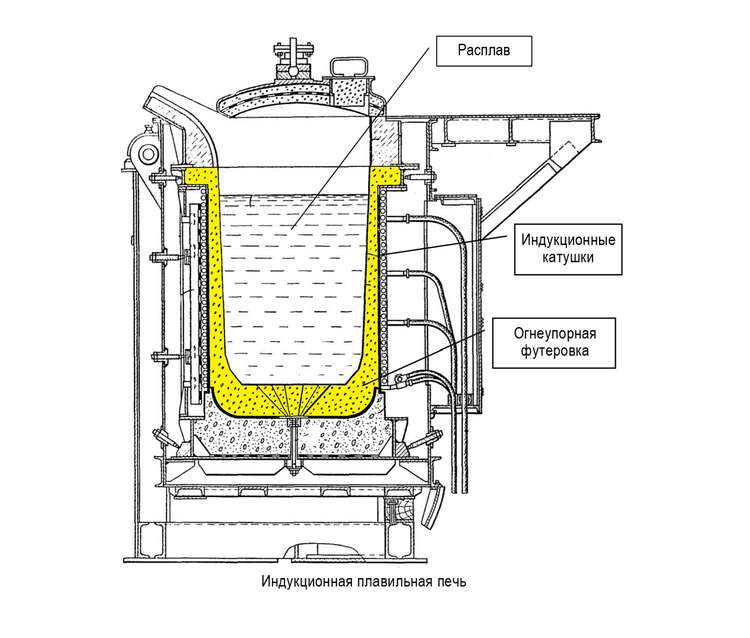
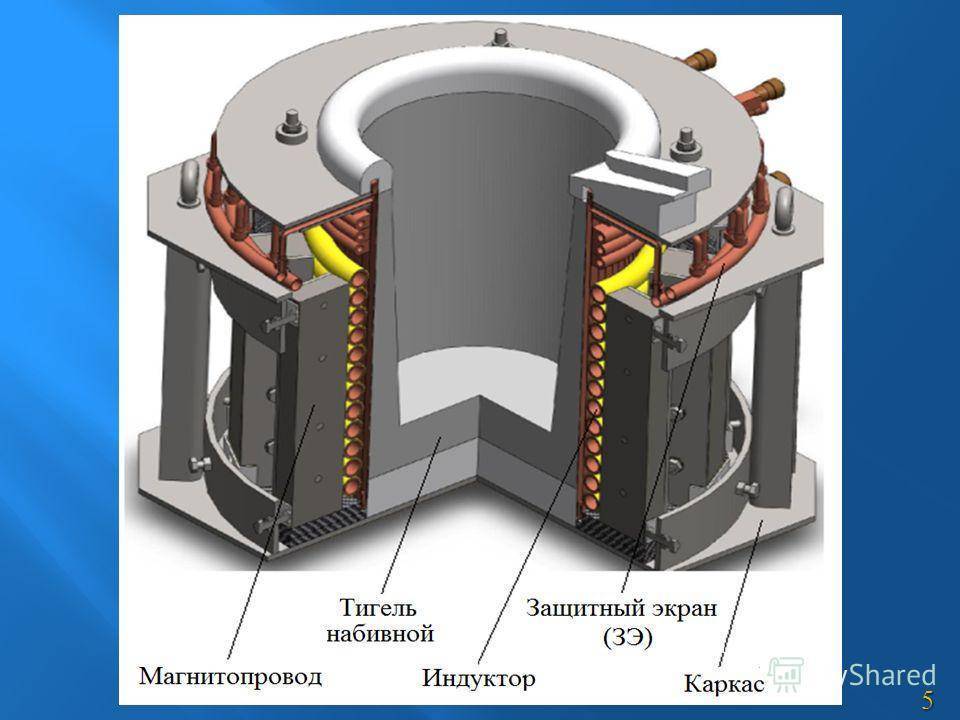
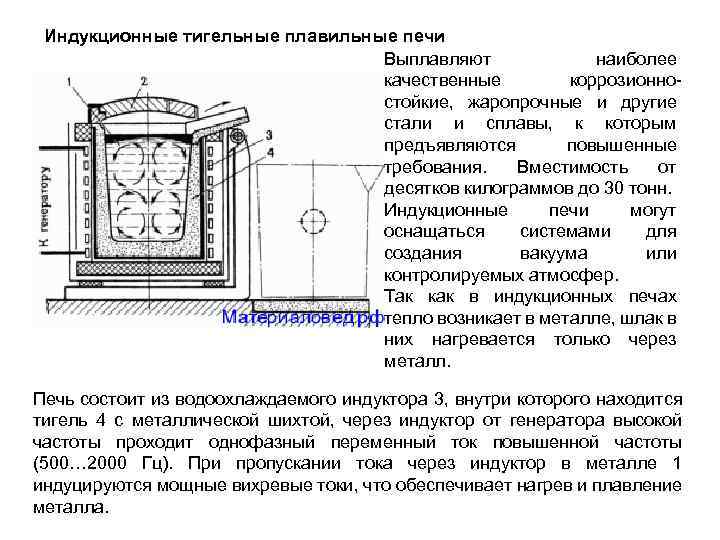
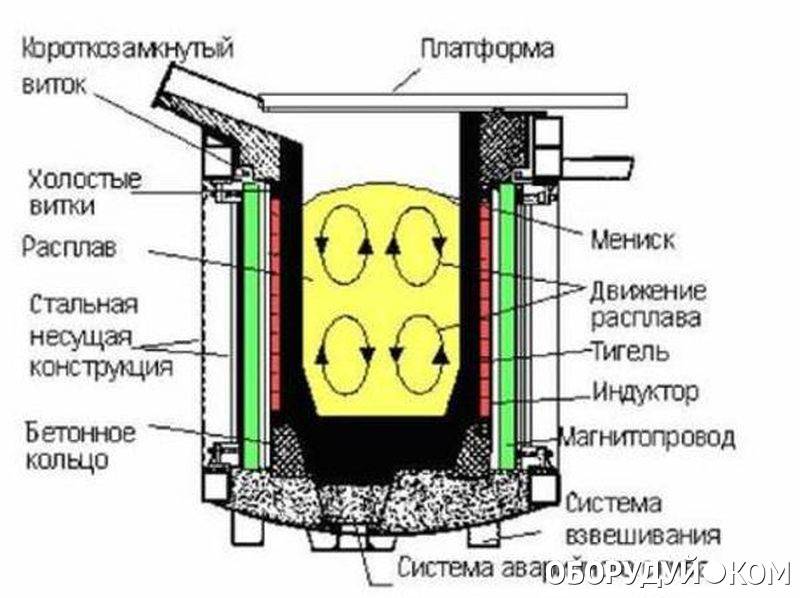
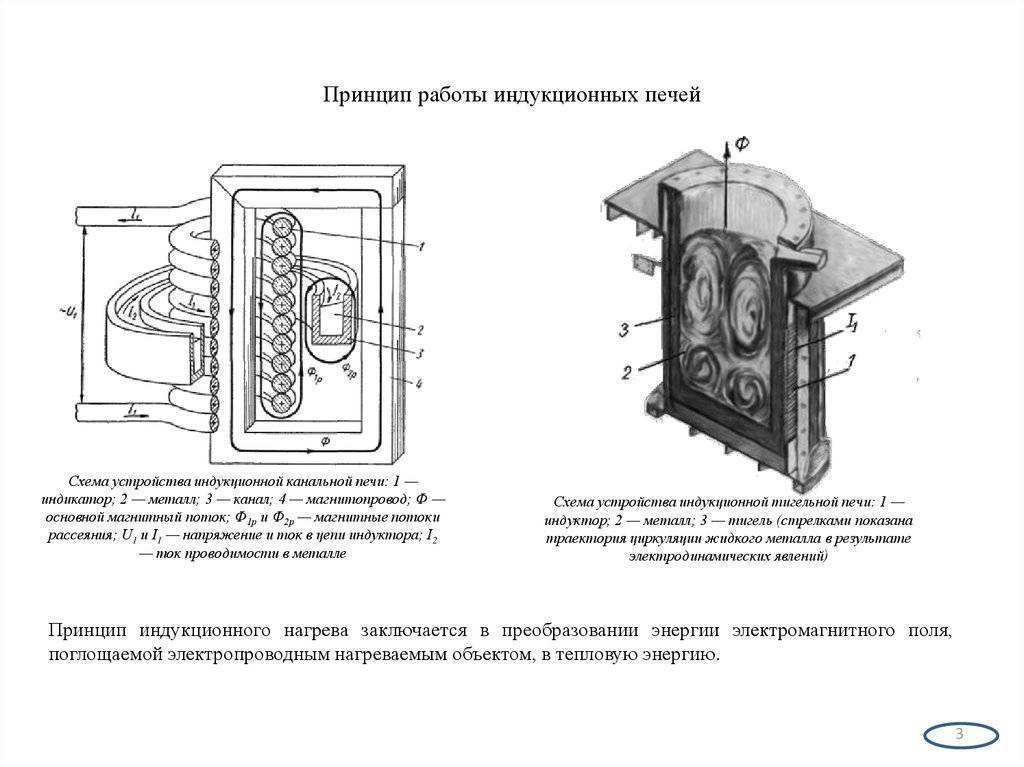
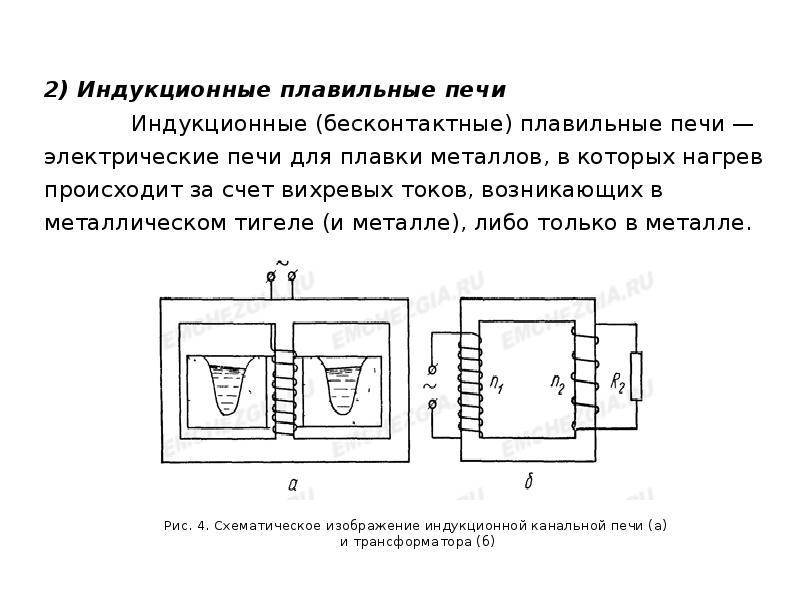
Индукционная печь
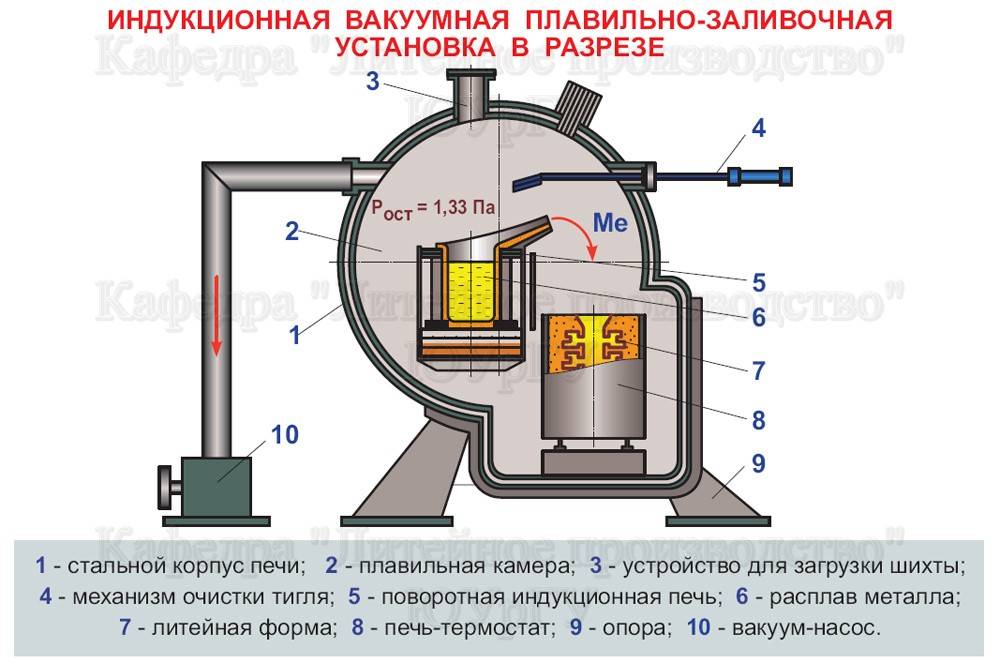
Индукционные печи и установки работают на принципе преобразования электромагнитной энергии в тепло. Этот процесс обеспечивает индуктор (многовитковая катушка), внутри которого размещается исходный материал. Причем плавка в индукционной печи происходит без контакта нагревательного элемента с металлом.
Плавка металла в индукционной печи осуществляется двумя способами:
- кислым;
- основным.
Производство стали в индукционных печах с кислой плавкой происходит без окисления. Поэтому шихту загружают в промышленные индукционные печи легированную или добавляют лом с ферросплавами, которые тщательно взвешивают и просчитывают.
Примечание. В кислой плавке не рекомендуется выплавлять сплавы, которые содержат марганец, титан, алюминий и прочие металлы, взаимодействующие с кислой футеровкой.
Плавка стали в индукционных печах с основным процессом позволяет использовать любой состав скрапа.
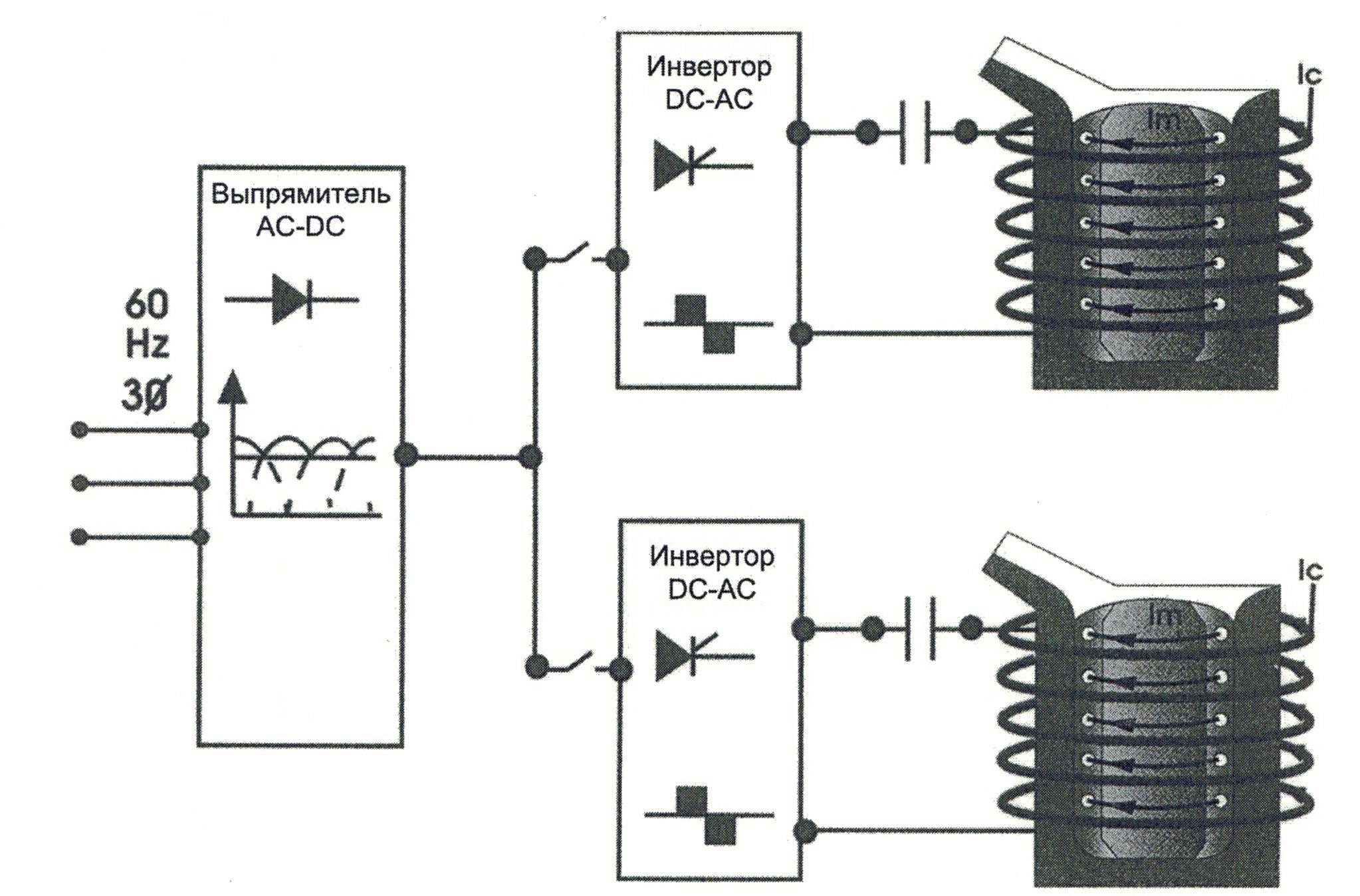
На температуру плавки влияет частота магнитного тока. Этот показатель определяет типы индукционных печей.
- Индукционные печи промышленной частоты.
- Печи повышенной (средней) частоты.
- Высокочастотные индукционные печи.
Виды индукционных печей определяют, какой металл в них можно использовать.
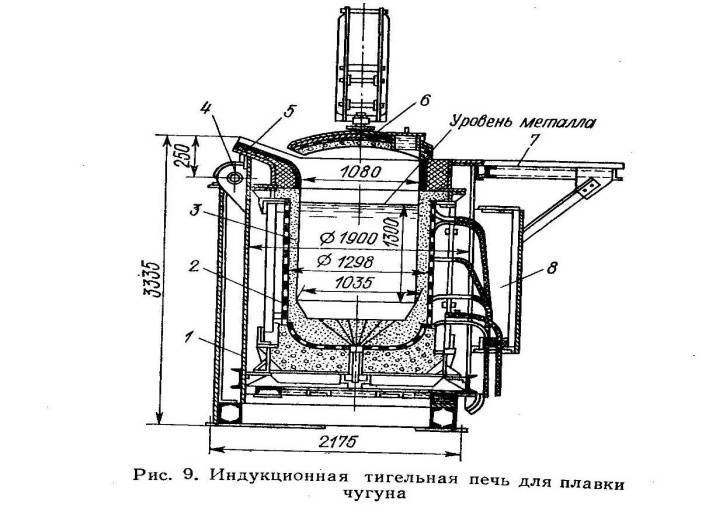
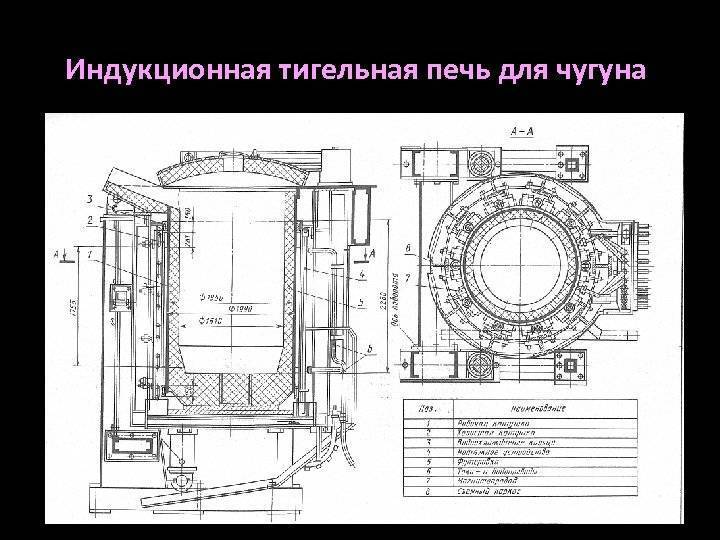
Индукционные плавильные печи для плавки чугуна (ИЧТ) чаще всего бывают промышленной частоты. Также допускается плавка меди в индукционной печи такого типа. Температура в ней пребывает в диапазоне 1400 – 1550 градусов, объем выплавляемого материала от 1 до 10 т. Чтобы узнать, сколько стоят индукционные печи для плавки меди или других металлов, надо определиться, какие необходимы конструктивные параметры: объем, мощность, комплектация, и тогда заводы производители индукционных тигельных печей смогут предоставить информацию о цене.
Плавка алюминия в индукционных печах (ИАТ) повышенной частоты протекает при температурах 700 – 800 градусов. Технические характеристики индукционных печей ИАТ зависят от их мощности и объемов.
Индукционные тигельные плавильные печи средней частоты (ИСТ) позволяют расширить разнообразие выплавляемого материала.
Примечание. Производство индукционных печей средней частоты многих моделей дает возможность работать при мощности от 0,32МВт до 1,6МВт, а объем загрузки варьируется от 0,25т до 2,5 т.
Индукционные плавильные печи (цена зависит от мощности и комплектации) могут плавить драгоценные металлы. Хотя выплавка стали или выплавка чугуна в индукционных печах такого типа также возможна.
Высокочастотные индукционные тигельные печи от производителя типа ИСТ могут переплавить с очень высокой степенью чистоты медь, серебро, золото и другие металлы и сплавы. Температурный диапазон таких печей достаточно широкий. Чтобы в этом убедится наглядно, рассмотрим температурные характеристики, необходимые для плавления отдельных металлов:

- выплавка стали в индукционных печах, температура плавления 1450-1520 градусов;
- плавка чугуна в индукционной печи – 1450-1520 градусов;
- плавка латуни в индукционных печах – 880-950 градусов;
- плавка палладия в индукционной печи – 1300-1600 градусов;
- плавка серебра в индукционной печи – 960 градусов;
- плавка титана в индукционных печах – 1680 градусов;
- плавка бронзы в индукционной печи – 930-1140 градусов;
- литье цинка в индукционных печах – 420 градусов;
- плавка никеля в индукционной печи – 1455 градусов;
- плавка силуминов в индукционных печах – 500-660 градусов;
- индукционные печи для плавки меди – 1083 градуса.
Купить индукционные печи для плавки меди, алюминия и других легированных металлов можно как отечественного, так и зарубежного производства. Лидером в производстве индукционных печей является Китай, индукционные плавильные печи китайского производства имеют широкий модельный ряд и хорошую ценовую политику. Качество и модельный ряд печей российского производителя ничуть не хуже, например, фирма Эпос не только изготавливает типовые, но и разрабатывает новые индукционные печи (Новосибирск). производит очень широкий перечень оборудования, в том числе и печи электродуговые и индукционные для литья заготовок. Продажа индукционных печей этой компании производится не только по всей России, но и за рубежом. Существует еще много других предприятий, изготавливающих печи индукционные сталеплавильные, внедрение которых на рынок промышленного оборудования находится на стадии развития.
В заключение необходимо сказать, что индукционные печи, литейная способность которых ограничена небольшими объемами, применяются чаще всего для фасонного и мелкого литья. А в массовом производстве металла не применяются индукционные печи — стали низкоуглеродистые и сплавы в них без раскисления плавить сложно.
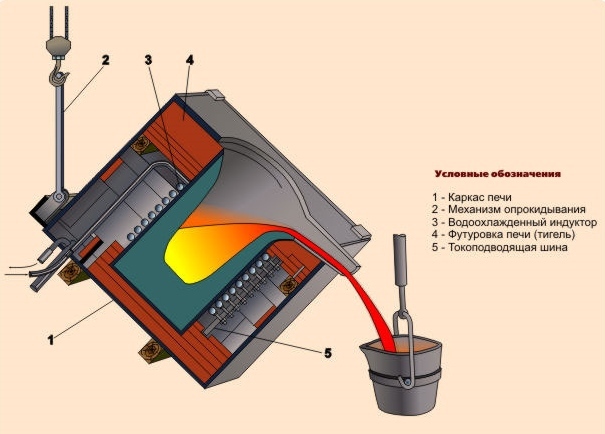
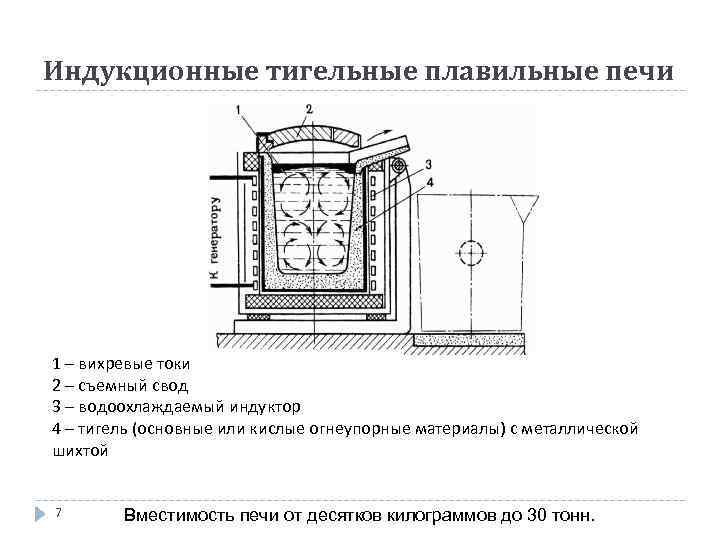
Устройство и применение индукционной печи
При желании можно создать индукционную печь для плавки металла из подручных материалов. Классическая конструкция имеет три блока:
- Генератор, который создает ток высокой частоты переменного типа. Именно он создает электрический ток, преобразующийся в магнитное поле, проходящее через материал и ускоряя движение частиц. За счет этого происходит переход металла или сплавов из твердого состояния в жидкое.
- Индуктор отвечает за создание магнитного поля, которое и нагревает металл.
- Тигель предназначен для плавки материала. Он помещается в индуктор, а обмотка подключается к источникам тока.
Процесс преобразования электрического тока в магнитное поле сегодня применяется в самых различных отраслях промышленности.

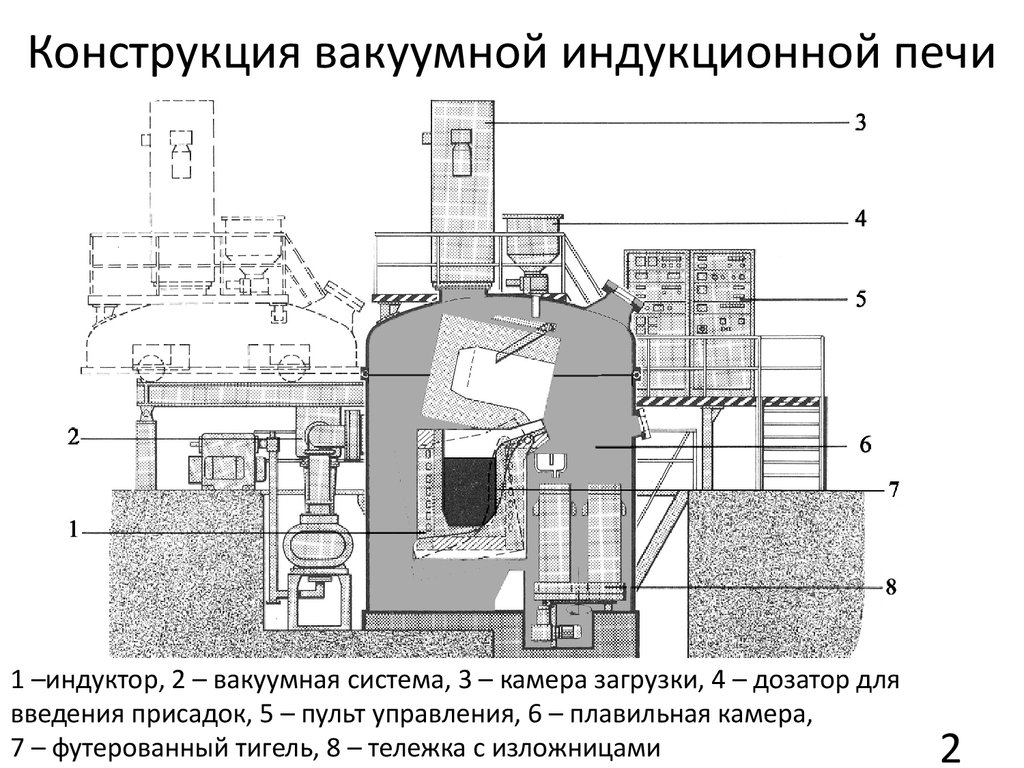
Устройство индукционной плавильной печи
К основным достоинствам индуктора можно отнести нижеприведенные моменты:
- Современное устройство способно направлять магнитное поле, за счет чего повышается КПД. Другими словами, проходит нагрев шихты, а не устройства.
- За счет равномерного распространения магнитного поля заготовка нагревается равномерно. При этом с момента включения устройства до плавки шихты уходит небольшое количество времени.
- Однородность получаемого сплава, а также его высокое качество.
- При нагреве и плавлении металла не образуются испарения.
- Сама установка безопасна в применении, не становится причиной образования токсичных веществ.
Существует просто огромное количество различных вариантов исполнения самодельных индукционных печей, каждая имеет свои определенные особенности.
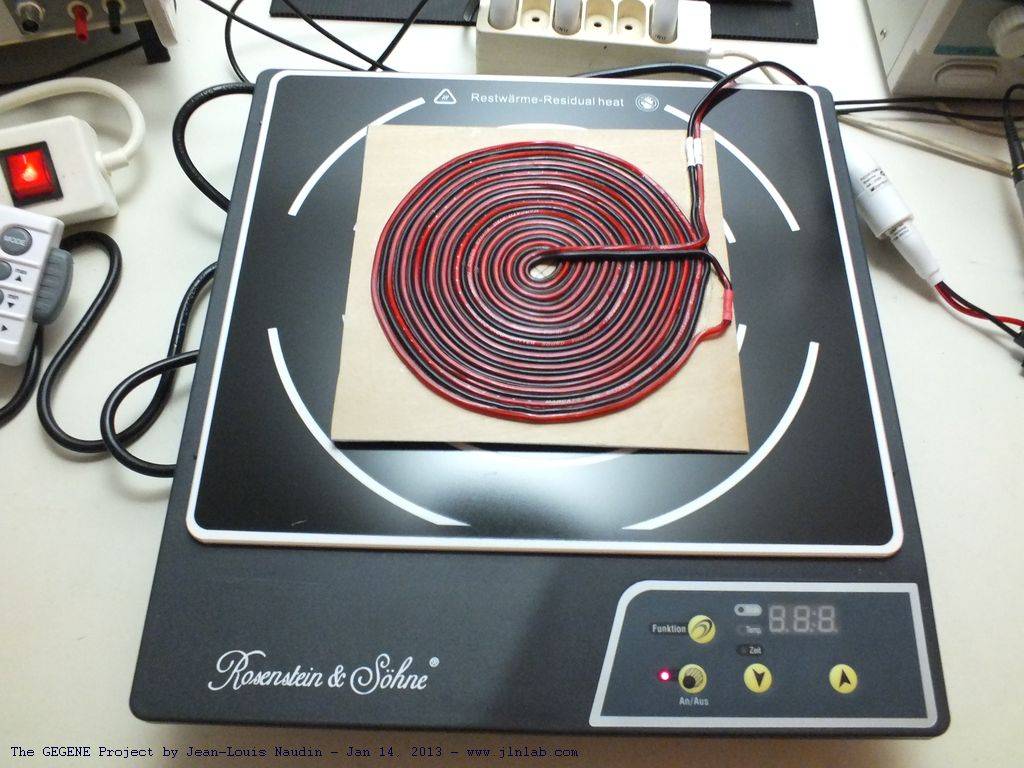
Индуктор на кухне

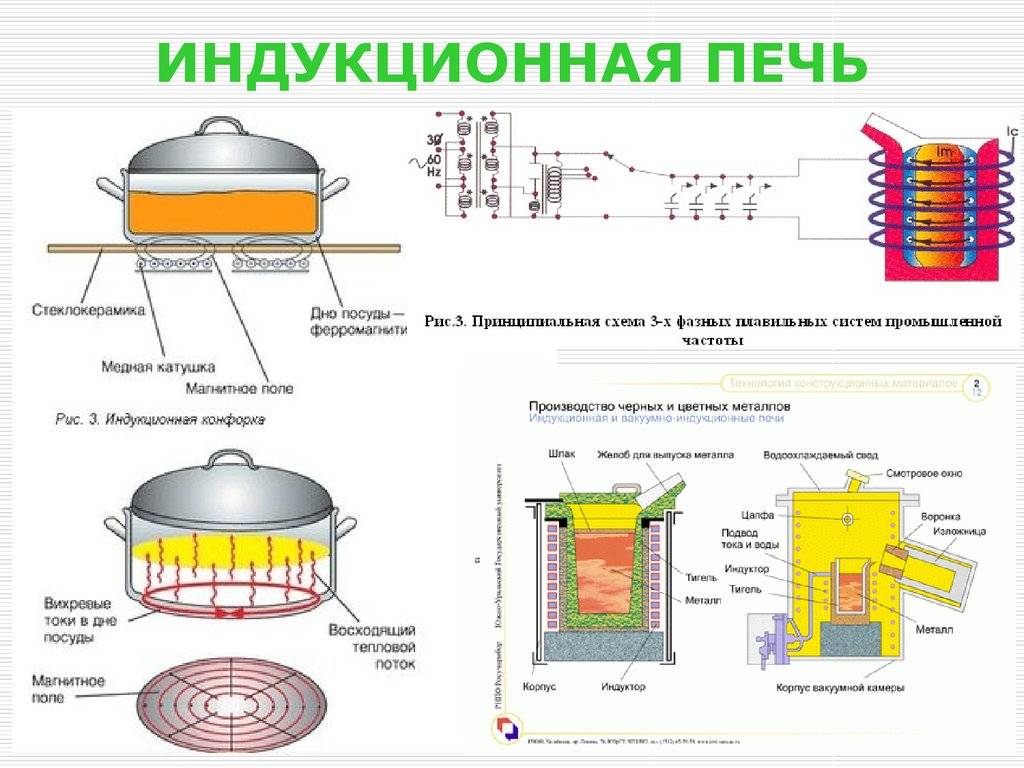
Варочная индукционная плита
Индукционные варочные поверхности для кухни стали уже привычными, см. рис. По принципу действия это та же индукционная печка, только в роли короткозамкнутой вторичной обмотки выступает днище любой металлической варочной посудины, см. рис. справа, а не только из ферромагнитного материала, как часто не знаючи пишут. Просто алюминиевая посуда выходит из употребления; медики доказали, что свободный алюминий – канцероген, а медная и оловянная давно уже не в ходу по причине токсичности.
Бытовая индукционная плитка – порождение века высоких технологий, хотя идея ее зародилась одновременно с индукционными плавильными печами. Во-первых, для изоляции индуктора от стряпни понадобился прочный, стойкий, гигиеничный и свободно пропускающий ЭМП диэлектрик. Подходящие стеклокерамические композиты появились в производстве сравнительно недавно, и на долю верхней пластины плиты приходится немалая доля ее стоимости.
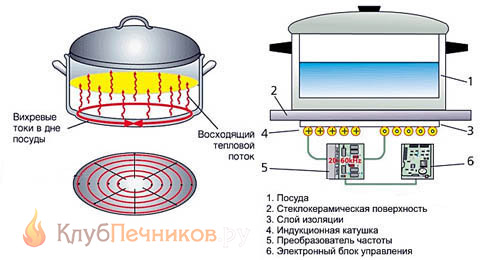
Схема кухонной индукционной плиты
Затем, все варочные посудины разные, а их содержимое изменяет их электрические параметры, и режимы приготовления блюд тоже разные. Осторожным подкручиванием ручек до нужной моды тут и специалист не обойдется, нужен высокопроизводительный микроконтроллер. Наконец, ток в индукторе должен быть по санитарным требованиям чистой синусоидой, а его величина и частота должны сложным образом меняться сообразно степени готовности блюда. То есть, генератор должен быть с цифровым формированием выходного тока, управляемым тем самым микроконтроллером.
Делать кухонную индукционную плиту самому нет смысла: на одни только электронные компоненты по розничным ценам денег уйдет больше, чем на готовую хорошую плитку. И управлять этими приборами пока еще сложновато: у кого есть, тот знает, сколько там кнопочек или сенсоров с надписями: «Рагу», «Жаркое» и т.п. Автор этой статьи видал плитку, где значилось отдельно «Борщ флотский» и «Суп претаньер».
Тем не менее, индукционные плиты имеют массу преимуществ перед прочими:
- Почти нулевая, в отличие от микроволновок, ППЭ, хоть сам на эту плитку садись.
- Возможность программирования для приготовления самых сложных блюд.
- Растопка шоколада, вытапливание рыбьего и птичьего жира, приготовление карамели без малейших признаков пригорания.
- Высокая экономичность как следствие быстрого нагрева и почти полного сосредоточения тепла в варочной посуде.
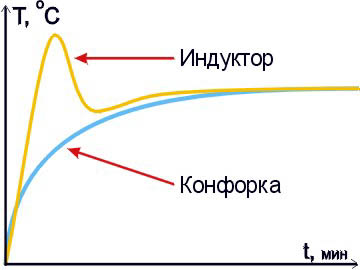
Разогрев варочной посуды на индукционной плите и газовой конфорке
К последнему пункту: взгляните на рис. справа, там графики разогрева стряпни на индукционной плите и газовой конфорке. Кто знаком с интегрированием, тот сразу поймет, что индуктор на 15-20% экономичнее, а с чугунным «блином» его можно и не сравнивать. Затраты денег на энергоноситель при приготовлении большинства блюд для индукционной плиты сравнимы с газовой, а на тушение и варку густых супов даже меньше. Индуктор пока уступает газу только при выпечке, когда необходим равномерный прогрев со всех сторон.
Изготовление генератора
Стоит отметить, что индукционная печь для своего изготовления требует хотя бы средних радиотехнических навыков и умений
Особенно важно обладать ими для создания второго ключевого элемента – высокочастотного генератора тока. Ни собрать, ни воспользоваться сделанной своими руками печью не получится без этих знаний
Более того, это может быть опасно для жизни.
Для тех же, кто берется за это дело со знанием и пониманием процесса, существуют различные способы и схемы, по которым может быть собрана индукционная печь. Выбирая подходящую схему генератора, рекомендуется отказываться от вариантов с жестким спектром излучения. К ним относится широко распространенная схема с использованием тиристорного ключа. Высокочастотное излучение от такого генератора способно создать мощнейшие помехи для всех окружающих радиоприборов.
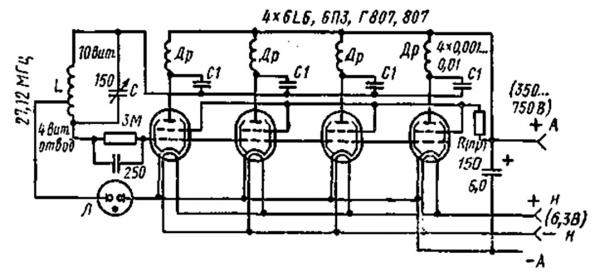
Еще с середины 20 века среди радиолюбителей большим успехом пользовалась индукционная печь, собранная на 4-х лампах. Ее качество и КПД далеко не самые лучшие, а радиолампы в наше время труднодоступны, тем не менее многие продолжают собирать генераторы именно по этой схеме, так как у нее есть большое преимущество: мягкий, узкополосный спектр генерируемого тока, благодаря которому такая печь излучает минимум помех и максимально безопасна (рис. 3).
Настройка режима работы этого генератора производится при помощи переменного конденсатора C. Конденсатор обязательно должен быть с воздушным диэлектриком, зазор между его пластинами должен составлять не менее 3 мм. На схеме также присутствует неоновая лампа Л, служащая индикатором.
Печи-трубы
Для электропечи-трубы достаточно большого диаметра (скажем, из корпуса плавкой вставки) дадим прежде всего рецепт обмазки нагревателя. Состав – тот же, что и для корпуса газовой печи, но, во-первых, глину замешивают до густоты хорошей сметаны или жидкого творога. Во-вторых, наполнителя-теплоизолятора (асбест, вермикулит) дают 4-5 объемных относительно глины частей.
Следующий момент – намотка спирали. На коренной (начальный по ходу обмотки) конец трубы туго, вплотную друг к другу, мотаем 5-10 витков нихрома и туго-натуго схватываем их металлическим хомутом и винтом с гайкой и пружинной шайбой (гровером). «Уши» хомута должны быть удлиненными и с отверстиями для подвода тока и теплоотвода; об этом см. подробнее ниже, в разделе о мини-печи.
Далее мотаем в 2 провода: рядом с нихромовым укладываем медный того же диаметра. На конце обмотки делаем токосъем и закрепляем хомутом, как описано выше. Теперь снимаем медь и приступаем к обмазке. Обмазку наносим слоем в 4-12 мм, как раствор ляжет. Затем – неделя сушки, часовой прогон на половинной мощности (напряжение – в 1,4 раза меньше номинального!), и окончательная сборка печи, аналогично описанной ниже.



Способы нагрева
Если требуется переплавить за раз более 150-200 г металла, то к тиглю понадобится соорудить и тигельную печь, иначе добиться однородности расплава и высокого качества отливки будет очень трудно. Исключение – легкоплавкий и легко восстанавливающийся свинец: его за один раз в домашних условиях можно переплавить до 20-30 кг. Относительное исключение – цинк для горячей оцинковки, его расплава в тигле без печи может быть до 2-2,5 кг, но поверх него обязательно нужно сыпать буру, чтобы зеркало расплава было полностью покрыто ее кипящим слоем. Стальной крепеж бросают в расплав сквозь слой буры.
Оптимальный во всех отношениях способ нагрева тигля в печи – газом, поз. 1 на рис., но газовая тигельная печь достаточно сложное сооружение, хотя и вполне может быть изготовлена самостоятельно. Наиболее подходящий тигель для газовой печи – керамический графитированный, т.к. его материал обладает довольно высокой теплопроводностью. При особо высоких требованиях к чистоте металла лучше использовать керамический нейтральный тигель. При пониженных для легкоплавких металлов – чугунный, как лучше проводящий тепло и тем самым экономящий топливо. Графитовые тигли в газовую печь ставят, только если требуется сильное восстановление старого окисленного металла, а опасность науглероживания несущественна, напр., при переплавке извлеченного из земли серебра на аффинаж
Способы плавки металла в тигле
Для легкоплавких металлов часто наиболее экономичной оказывается электрическая тигельная печь, поз. 2; она может быть т. наз. омической (с нагревом нихромовой спиралью) или индукционной, с нагревом от генератора электромагнитных колебаний, см. ниже. В индукционной печи применимы только керамические нейтральные или, в ограниченных пределах, графитированные тигли.
Если тигель боле чем на 2-2,5 кг металла, то тигельную печь по правилам безопасности нужно делать опрокидывающейся (поз. 3), т.к. и 1 кг пролитого на пол расплава это уже большая беда. Металл в мелких ювелирных тиглях, наоборот, предпочтительно греть без печи, непосредственно пламенем горелки, поз. 4. В таком случае тигель все время плавки удерживают специальным пружинным захватом, поз. 5 и 6.
Примечание: серебро и его сплавы, а также свинец на грузила, в домашних условиях в количестве до 15-20 г можно плавить, используя вместо тигля… ложку из пищевой нержавейки, см. рис. справа. Для безопасности тогда надо сделать к губкам тисков прокладки с продольными пропилами под ручку ложки. Пламя – исключительно газовое; бензиновое может сжечь ложку.
Читать также: Гальваника серебром в домашних условиях
Электронагрев
Омические тигельные печи используются в основном для плавки свинца или олова. Для более тугоплавких металлов они оказываются неэкономичными, но свинца в домашней тигельной электропечи за раз можно переплавить до 20 кг; как самому сделать электрический тигель для плавки свинца см. напр. видео:
Видео: электрический тигель для плавки свинца
Плавка алюминия в тигле, оказывается выгоднее индукционная вследствие его высокой электропроводности, но с медью этот фокус уже не проходит – ее температура и скрытая теплота плавления много больше. При индукционном способе плавки металл греют вихревые токи Фуко, для чего тигель с ним помещают в ЭМП катушки из толстого медного провода, питаемой переменным током от генератора электромагнитных колебаний. Как сделать своими руками генератор для индуктивного нагрева небольших количеств металла, напр., на безделушки, описано в других материалах, или, к примеру, см. след. видео руководство.
Видео: индукционный нагрев своими руками
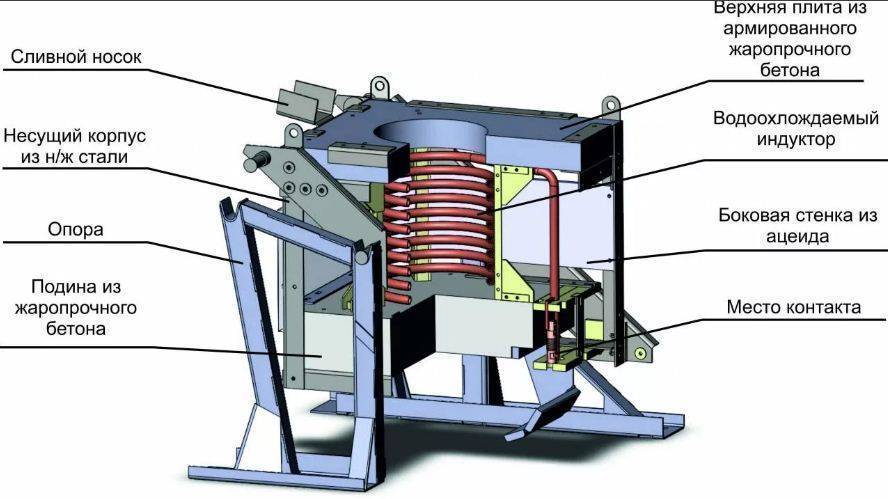
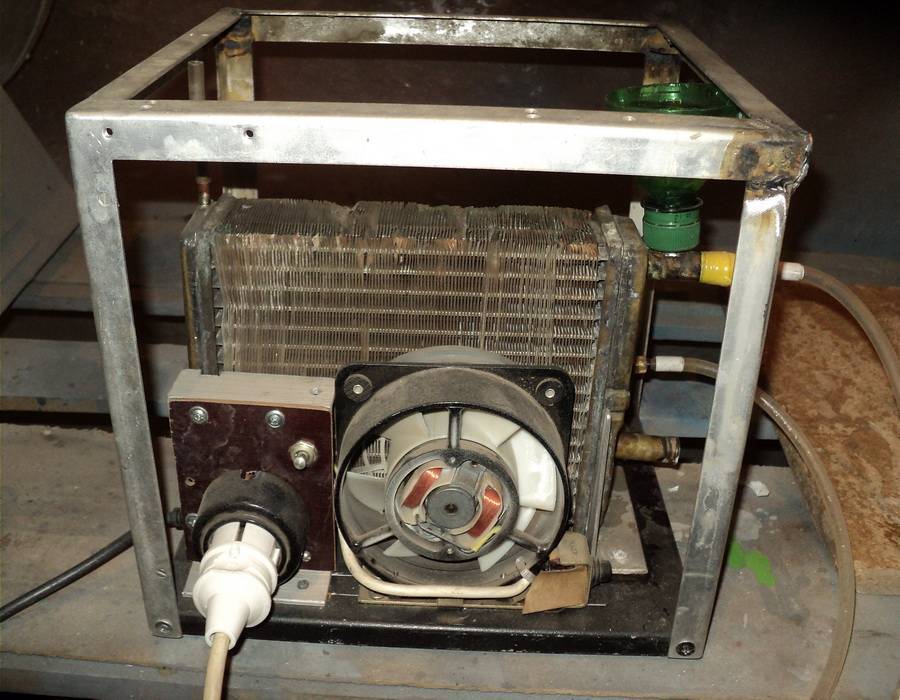
Индукторная тигельная печь для плавки алюминия
С увеличением количества переплавляемого металла не только растет необходимая мощность генератора, но и падает оптимальная его частота, это сказывается т. наз. поверхностный эффект (скин-эффект) в металле. Если 100-200 г алюминия можно переплавить в ЭМП от любого самодельного генератора для индуктивного нагрева, то установка на 1,5-2 кг дюраля или магниевого сплава представляет собой уже солидное сооружение, см. рис. справа. Если вы намерены работать с алюминием, то хорошенько подумайте – а стоит ли нечто подобное городить? Не проще ли выйдет мини газовая печь для плавки небольших количеств алюминиевых сплавов, см. напр. ролик
Выводы и рекомендации
Браться за самостоятельное изготовление устройства есть резон, если в хозяйстве уже имеется индукционная панель. Затраты на ее приобретение достаточно высоки и сопоставимы с ценой электродного нагревателя. Мощность некоторых таких моделей достигает 10 кВт, в то время как смастерить в домашних условиях установку с показателем выше 2,5 кВт под силу только мастеру с должным уровнем компетентности (как минимум, нужно уметь собирать схему частотного преобразователя). Также перед монтажом необходимо удостовериться в отсутствии щелей и прорех, через которые жидкость из теплогенератора может просочиться наружу: такой инцидент способен вызвать пожар.
Индукционный нагреватель простой конструкции, рассчитанный на обслуживание небольшой площади помещения, несложно смастерить без специальной подготовки. Более мощные и эффективные варианты, например, со сварочным аппаратом или двумя платами, требуют от сборщика компетенций в области радиоэлектроники. Особенности строения этих установок обусловливают необходимость приобретения дополнительных средств контроля для обеспечения безопасности.
Индукционный нагреватель можно устанавливать в квартире, для этого не нужно никаких согласований и связанных с ними расходов и хлопот. Достаточно желания хозяина. Проект подключения требуется только теоретически. Это и стало одной из причин популярности индукционных нагревателей, даже несмотря на приличную стоимость электроэнергии.





