

Начнем подготовку
Для начала хорошенько вымоем бутылку и оставим сушиться.
Теперь возьмем деревянный дюбель и сделаем четыре отверстия. Диаметр зависит от болтов, которые вы выберете, у меня 8 мм. Во время сверления зажимаем дюбель в слесарных тисках для удобства работы.
После того как сделали сквозное отверстие, немного наклоните сверло в разные стороны, чтобы расширить дырку, это нужно для свободного движения болта. Только не переусердствуйте, иначе будет большой люфт. Отверстия делаем в двух плоскостях крест-накрест, с расстоянием в 10–15 мм. Нелишним будет зашкурить дюбель с помощью наждачной шкурки, чтобы придать гладкость и убрать лишние изъяны. Можно покрыть дерево лаком — это по желанию.
Накалить болт
Иногда возникают такие ситуации, когда болт нужно срочно обрезать, но при этом под рукой вообще нет никаких электроинструментов и специальных приспособлений. В этом случае его можно накалить, для размягчения железа, и перерубить каким ни будь острым предметом. Для этих целей прекрасно подойдет обыкновенный топорик для мяса, который есть на каждой кухне.
Чтобы разогреть крепежный элемент можно воспользоваться специальным кузнечным горном, паяльной лампой, газовой горелкой, электрической плитой. В крайнем случае, можно просто развести костер и с его помощью нагреть стержень болта. После того, как он раскалится до нужной температуры, и размягчиться, по нему (в месте реза) нужно резко и сильно ударить острым топориком.
При использовании этого метода обрезки следует проявлять бдительность и придерживаться техники безопасности.
Ведь при нанесении удара по раскаленной металлической поверхности появляется большое количество искр, которые могут оставить ожог на кожном покрове или повредить глаза. Поэтому перед тем как раскалять и обрезать, таким образом, болт, настоятельно рекомендуется надеть плотную одежду, защитные очки и перчатки.
Из чего делают болты или всё о стали!
Статьи » Из чего делают болты или всё о стали! Сталь — сплав железа с углеродом (до 2 % С). По химическому составу сталь разделяют на углеродистую и легированную, а по качеству — на сталь обыкновенного качества, качественную, повышенного качества и высококачественную. Сталь углеродистую обыкновенного качества подразделяют на 3 группы: А — поставляемую по механическим свойствам и применяемую в большинстве случаев тогда, когда продукта из нее подвергают горячей обработке (сварка, ковка и др.), которая может подкорректировать регламентируемые механические свойства (Ст0, Ст1 и др.); Б — поставляемую по химическому составу и применяемую для деталей, подвергаемых такой обработке, при которой механические свойства меняются, а уровень их кроме условий обработки определяется химическим составом (БСт0, БСт1 и др.); В — поставляемую по механическим свойствам и химическому составу для деталей, подвергаемых сварке (ВСт1, ВСт2 и др.). Углеродистую сталь обыкновенного качества изготовляют следующих марок: Ст0, Ст1кп, Ст1пс, Ст1сп, Ст2кп, Ст2пс, Ст2сп, СтЗкп, СтЗпс, СтЗсп, СтЗГпс, СтЗГсп, Ст4кп, Ст4пс, Ст4сп, Ст5пс, Ст5сп, Ст5Гпс, Стбпс, Стбсп. Буквы Ст обозначают «Сталь», ценности — условный номер марки как следует из химического состава, буквы «кп», «пс», «сп» — степень раскисления («кп» — кипящая, «пс» — полуспокойная, «сп» — спокойная). Сталь углеродистая качественная конструкционная по видам обработки при поставке делится на горячекатаную и кованую, калиброванную, круглую со отличительной отделкой плоскости — серебрянку. По требованиям к испытанию механических достоинств сталь подразделяют на5 категорий.
Категория 1 Без испытания механических достоинств на растяжение и ударную вязкость Горячекатаная, кованая, калиброванная, серебрянка
Категория 2 С испытанием механических достоинств на растяжение и ударную вязкость на образцах, изготовленных из нормализованных заготовок размером 25 мм (диаметр или сторона квадрата) Горячекатаная, кованая, калиброванная, серебрянка
Категория 3 С испытанием механических достоинств на растяжение на образцах, изготовленных из нормализованных заготовок указанного в заказе размера, хотя максимально 100 мм Горячекатаная, кованая, калиброванная
Категория 4 С испытанием механических достоинств на растяжение и ударную вязкость на образцах, изготовленных из термически подвергнутых обработке (закалка + отпуск) заготовок указанного в заказе размера, хотя максимально 100 мм Горячекатаная, кованая, калиброванная
Категория 5 С испытанием механических достоинств на растяжение на образцах, изготовленных из сталей в нагартованном или термически подвергнутом обработке состоянии (отожженной или высокоотпущенной) Калиброванная
Легированную сталь по степени легирования разделяют на низколегированную (легирующих элементов до 2,5 %), среднелегированную (от 2,5 до 10 %), высоколегированную (от 10 до 50 %). Как следует из основных легирующих элементов различают сталь 14 групп. К высоколегированным относят: коррозионностойкие (нержавеющие) стали и сплавы, обладающие стойкостью против электрохимической и химической коррозии; межкристаллитной коррозии, коррозии под напряжением и др.; жаростойкие (окалиностойкие) стали и сплавы, обладающие стойкостью против химического разрушения в газовых средах при температуре повыше 50 °С, работающие в ненагруженном и слабонагруженном состоянии; жаропрочные стали и сплавы, работающие в нагруженном состоянии при высоких температурах в течении определенного времени и обладающие при всем при всем при этом нужной жаростойкостью.
Резка кирпича с помощью специального станка
По причине высокой стоимости данное устройство используется в производственных масштабах. Станок состоит из металлической рамы, алмазного круга, силового агрегата, системы фиксации блока и подачи воды в рабочую область.
К плюсам его применения относят:
- высокую точность;
- минимум времени на обработку изделия;
- низкую степень пылеобразования.
Процесс резки состоит из следующих этапов:
- нанесение разметки на блок;
- установка стройматериала под нужным углом;
- включение двигателя;
- настройка скорости вращения режущего элемента;
- запуск движения диска по изделию.
Мастер при этом находится в таком положении, что может свободно контролировать процесс резки.
Сварка
У использования сварки для извлечения застрявших болтов и шпилек есть ряд преимуществ:
- в процессе нагревается только обломок, близлежащие элементы остаются холодными;
- создается прочное и надежное соединение с элементом;
- возможность применения метода при работе с крепежом из каленой стали.
Чтобы выкрутить застрявший болт с помощью сварки, сначала нужно приложить на него подходящую по диаметру шайбу. К ней приварить гайку и выкрутить болт. При таком способе металл лучше схватывается, соединение получается более прочным. В качестве альтернативы приварить можно полоску металла толщиной 2-3 мм, предварительно высверлив в ней отверстие.
Этапы технологического процесса изготов-ления болтов.
Для изготовления болтов используется два основных технологических процесса:
- точение
- штамповка (холодная или горячая) с последующей накаткой резьбы.
Первый метод заключается в том, что болты изготавливаются из металлического прутка на токарно-винторезных станках.
При этом заготовка (то есть пруток опреде-ленной длины, чаще всего шестигранный) зажимается токарем в патроне станка, тор-цуется, после чего обтачивается до определенного диаметра и под определенную, указанную в технической документации (на чертеже) длину.
Затем резцом (проходным отогнутым или проходным прямым, с помощью комбина-ции продольного и поперечного движения резцедержателя) снимается фаска.
Она необходима для того, чтобы режущим инструментом произвести нарезку резьбы. В качестве такового может выступать или резьбовой резец, или плашка.
Для того чтобы на «теле» будущего болта нарезать резьбы резцом, его следует установить в резцедержателе таким образом, чтобы его продольная ось, проходящая через вершину, была строго перпендикулярна оси болта. Кроме того, она должна в поперечной плоскости делить угол, образуемый гранями резьбонарезного резца строго пополам.
Само собой разумеется, что угол, под которым заточен резец, должен полностью соответствовать технической документации (для резьбы метрической — 60 °, для трубной (дюймовой) — 55 °).
Еще одним распространенным методом, с помощью которого болты изготавливают-ся на токарно-винторезных станках, является нарезка резьбы плашками.
Специализи-рованный режущий инструмент, изготовленный из быстрорежущей стали (чаще всего марок Р6М5 или Р18), вставляется в специальный плашкодержатель, в качестве упора в резцедержателе закрепляется металлический брусок подходящего размера, а штырь, на котором предстоит нарезать резьбу, смазывается обычным машинным маслом.
Станок устанавливается в режим низких оборотов (как правило, не более 25-30 в минуту), включается в режим прямого вращения, а плашка, установленная в плашкодержателе, размещается вручную строго перпендикулярно оси детали (то есть оси стержня болта).
По мере того как, будучи плотно прислоненной к торцу стержня со снятой на нем фаской, плашка «захватывает» его, ее ручка упирается в установленный в резцедержателе упор, и происходит нарезка резьбы.
Как только плашка проходит положенное ей расстояние и нарезает тем самым резьбу на стержне болта, токарь включает обратную подачу и снимает режущий инструмент с болта.
После этого болт отрезается от заготовки отрезным резцом.
На токарно-винторезных станках болты изготавливаются или штучно, или неболь-шими партиями.
Если же требуется выпустить большое их количество, то применяется технология холодной или горячей объемной штамповки, которая происходит в несколько этапов.
На первом из них производится термическая обработка материала заготовки и при необходимости очистка его от ржавчины.
После этого она с помощью специального оборудования протягивается через так называемый формовочный узел, в результате чего принимает строго цилиндрическую форму необходимого диаметра.
Затем проис-ходит нарезка заготовки на участки требуемой длины и с помощью матриц определенной формы на каждом из них формируется головка.
Следующим этапом производства болтов методом штамповки является выполнение фаски на конце стержня, после чего на специальном оборудовании при помощи подвижной и неподвижной плашек накатывается резьба.
Контроль качества готовой продукции осуществляется выборочно, для чего отбирается несколько образцов из каждой партии и проверяются их параметры.
Стойка для болгарки
Независимо от того, насколько квалифицирован мастер, ему нужны идеальные приспособления, чтобы выполнить свою работу. Стойка болгарки предоставляется как отличное приспособление для доведения до совершенства этих угловых изделий.








Стойка для болгарки своими руками
Стенд болгарки позволяет шлифовать на совершенных углах 115 мм-125 мм. Если стойка из алюминиевого сплава, это позволяет иметь приспособление, которое, несомненно, будет служить долго.
Получите больше от вашей угловой шлифовальной машины с помощью удобного держателя. Угловые шлифмашины — это опасные приспособления. Самодельные приспособления для работы болгарки позволят вам иметь больше контроля над ними, но все же мы должны использовать все необходимые средства защиты, такие как защитные очки и перчатки.
Что понадобится:
- Приспособления для деревообработки.
- Кусок жесткой фанеры 300×100×20 мм.
- Кусок жесткой фанеры 150×100×20 мм.
- 1 винт M12 длиной 30 мм.
- 2 шайбы M12.

Держатель для болгарки
Конструкция очень простая, необходимо только сформировать деталь 150X100X20, адаптировать его для формы болгарки.
ГИДРОАБРАЗИВНАЯ РЕЗКА МЕТАЛЛА
Гидроабразивная резка – современный способ резки металла, позволяющий высокоточно производить раскрой листового металла по линиям любой кривизны и сложности и резать толстые металлические изделия толщиной до 200 миллиметров. В данной технологии обработки металла используется очень тонкая струя водного раствора, смешанного с абразивными частицами. Жидкость подается под высоким давлением порядка 4 тысяч атмосфер через специальное узкое сопло, имеющее диаметр до 0,5 миллиметров.

Скорость, с которой раствор взаимодействует с металлом, сравнима со скоростью звука, зачастую даже выше, что, в свою очередь, позволяет производить резку металла с высокой скоростью и очень гладкую поверхность реза, сравнимую с методом лазерной резки металла.
Преимущества
Гидроабразивная резка металла является, на сегодняшний день, одним из лучших способов резки металла, так как она обеспечивает возможность резать толстый металл, сложные детали нестандартной формы легко поддаются обработке, расход металла минимален вследствие маленькой ширины реза, а низкий температурный режим в зоне реза обеспечивает защиту от деформации и плавления.
Гидроабразивная резка используется, в основном, в декоративной и художественной резке, где требуется высочайшая точность реза и минимальный расход металла.
Средства для работы со ржавым крепежом

Не всегда может оказаться под рукой WD – 40, а для снятия одного или нескольких болтов не все захотят ее покупать. Существует много доступных средств, которые помогут убрать ржавчину и открутить крепеж:
- Кока-Кола. Этот напиток содержит в составе элементы, которые на производстве применяют для обезжиривания, при пайке, для очистки металла от ржавчины. Жидкостью поливают проблемные места крепежа, выдерживают 20-30 минут, затем болт обычно поддается «чудесному напитку» и отвинчивается.
- Уксус 9%. Смело можно использовать в данной ситуации. Обильно смачивают болт с резьбой или даже кладут на него ветошь, смоченную уксусом, на время от 20 минут до нескольких часов, в зависимости от ситуации. Лучше на это время сходить погулять, чтобы не дышать уксусными испарениями. После такой примочки болты и гайки сдаются.
- Автолюбители часто применяют тормозную жидкость для коррозийного крепежа. Жидкость проникает в любые щели и резьбу, обладает смазывающими свойствами. Крепежные элементы откручиваются с гораздо меньшими усилиями.
- Керосин, бензин или машинное масло подойдут в этой ситуации. Эти вещества проникнут в структуру ржавчины, разрушат ее, облегчат откручивание. Их заливают и оставляют на некоторое время, после чего совершают разбор крепежа.
- Преобразователь ржавчины – в его состав входит специальная кислота, разрушающая оксиды железа. Проблемное место смачивают преобразователем, можно положить смоченную ветошь на несколько часов, после чего гайка легко откручивается.

Применяем пассатижи
Они всегда под рукой у любого хозяйственного человека. Имея многофункциональное предназначение и шарнирно-губцевую конструкцию, пассатижи сочетают в себе плоскогубцы, бокорезы и острый резак в основании губок. Ими можно зажимать и захватывать трубы небольшого диаметра, удерживать цилиндрические детали, перекусывать металлопрутки.
Для обрезки болта необходимо выполнить следующее:
- Отмерить необходимую длину.
- Небольшим надфелем в этом месте сделать надпил.
- Плотно захватить излишек губками и переломить, либо перекусить кусачками, располагающимися в районе шарнирного механизма.
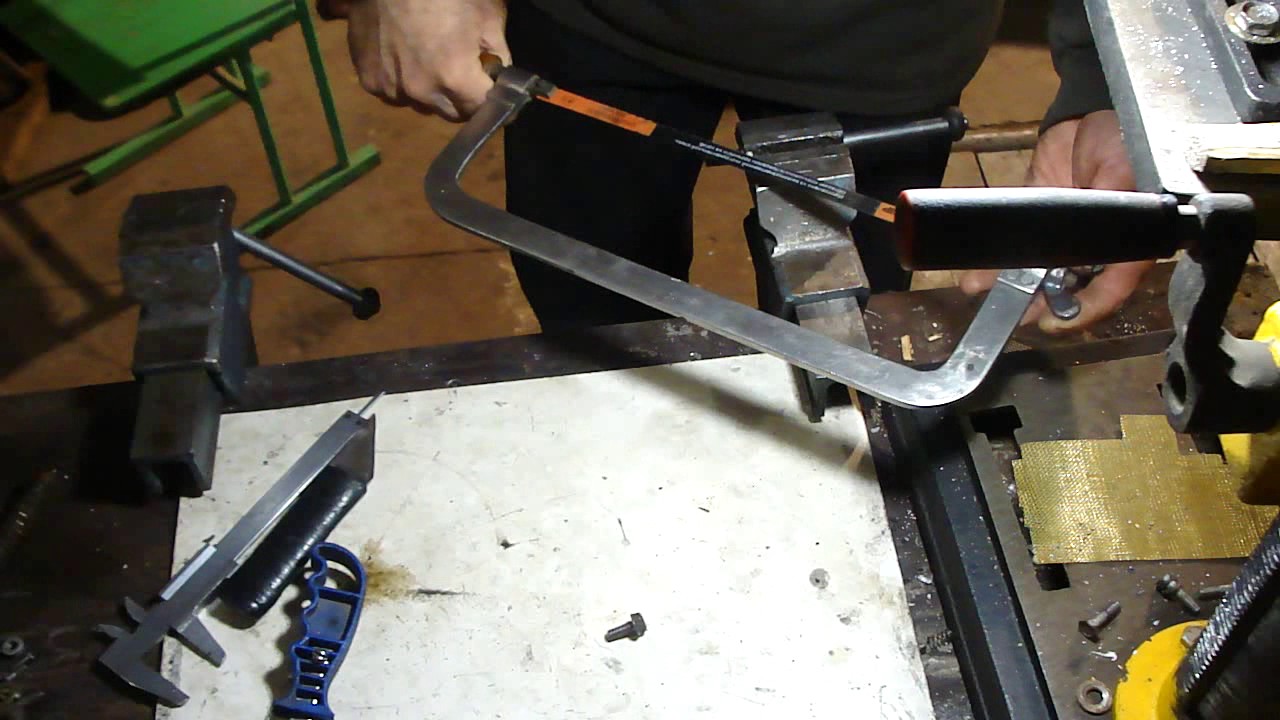
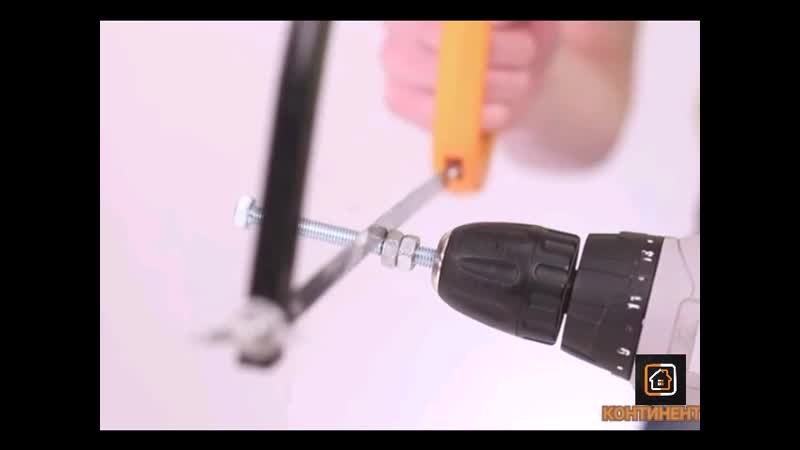
Пилим болт при помощи ножовочного полотна
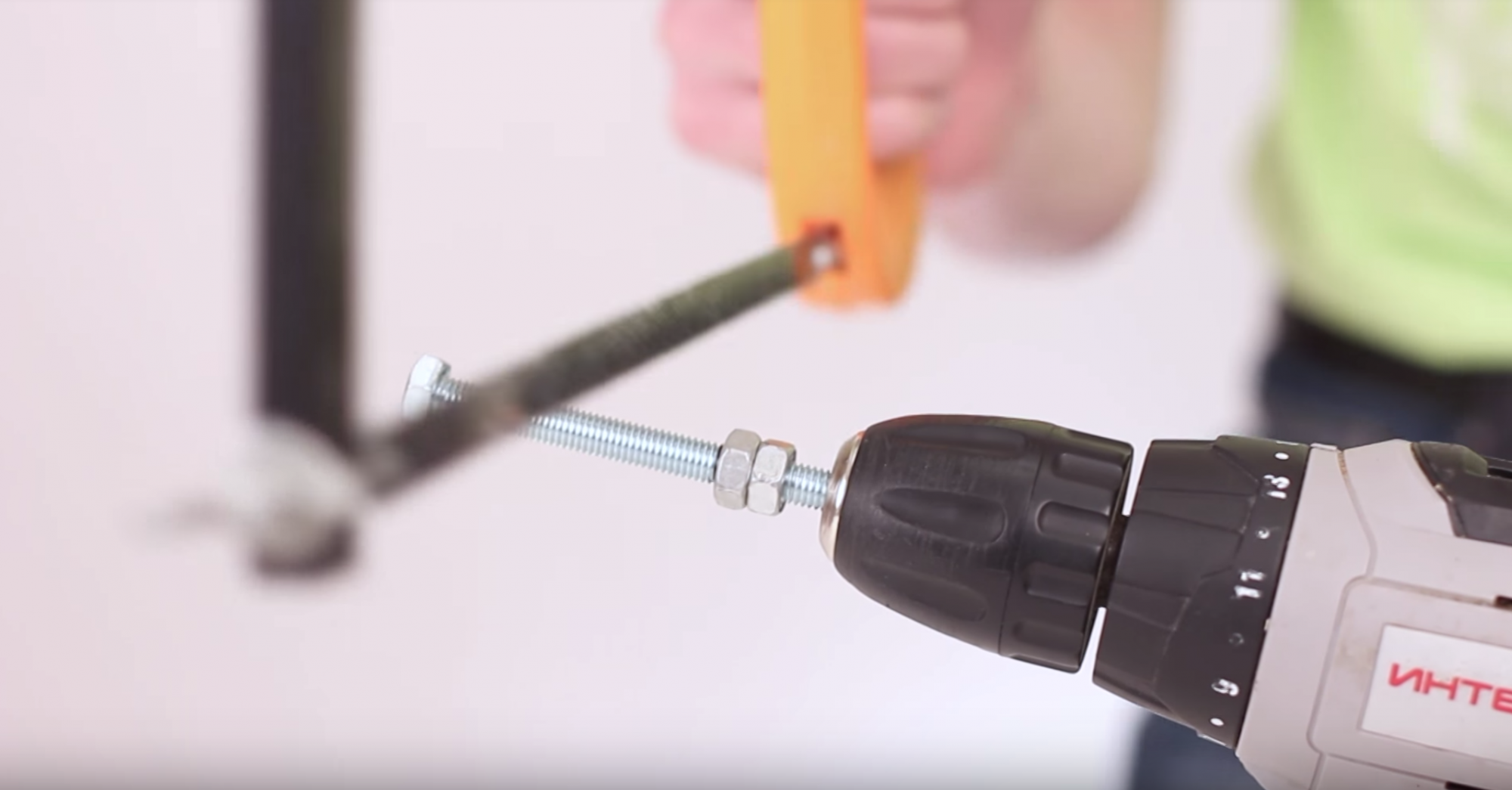
Стремительно достигнуть хотимого результата куда проще при помощи пилки по металлу и шуруповёрта либо дрели. Не считая этих инструментов также потребуются пара гаек, карандаш-маркер и опытные руки.
На заметку! Если взяться за дело без подготовки и просто начать пилить болт ножовкой, то повреждение резьбы практически безизбежно. Тогда крепёж станет непригоден к предстоящему применению.
Гарантированно обезопасить себя можно, воспользовавшись испытанным методом. Метод действий прост:
- Изберите болт подходящего поперечника и нанесите отметку для обрезки прямо по резьбе.
- Закрутите на него две гайки до намеченной косильной лески – одна выполнит роль ограничителя, 2-ая – контргайки, которая не даст первой двигаться по виткам.
- Для фиксации полотна пилки, если это необходимо, можно намотать дополнительную гайку ниже отметки пропила.
- Воткните собранную конструкцию в патрон шуруповёрта/дрели и хорошо зажмите фиксатором.
- Приложите к косильной лески отреза полотно ножовки.
- Включите инструмент в электросеть. Острые зубчики пилы стремительно отделят излишний конец стержня.
Такая разработка поможет выполнить обрезку стремительно и отменно, а место среза остается ровненьким.
Какие бывают виды дисков для болгарки
Если вы мужчина с руками, и у вас есть болгарка – считайте, что вам повезло.
С её помощью можно выполнить множество работ, улучшить свой быт, сэкономить немало средств.
Однако для успешной работы понадобится не только сама болгарка, но и диски для неё.
Виды дисков для болгарки бывают разные – для работ по дереву, по металлу, для зачистки ржавчины и многих других вещей.
- 1 Типоразмеры дисков
- 2 Диски по дереву и техника безопасности
Типоразмеры дисков

Диски для болгарки
Официальное название болгарки – угловая шлифовальная машина, или УШМ.
Называется она так потому, что изначально она применялась для работы с малодоступными внутренними углами крупногабаритных деталей на производстве.
В дальнейшем её начали использовать для других работ, в основном – отрезания металла и каменных материалов.
Большинство видов дисков для болгарки также предназначены для отрезания.
Болгарки бывают разные. Их диски имеют разный размер – самый маленький 115 мм в диаметре, самый большой – 230.
Чаще всего используют инструмент с дисками 230 и 125 мм. Их легче всего найти в продаже. Этому есть свои причины – самые маленькие диски диаметром 115 мм очень быстро изнашиваются, у них мало рабочего диаметра, значительную часть диаметра съедают габариты инструмента и посадочное отверстие.
Поэтому там, где надо выполнить точную работу, держа болгарку одной рукой, используют инструмент под 125-ый диск. А если вам надо резать много, долго, толстый материал – нужен мощный инструмент с высокой производительностью. Именно таким и является болгарка под 230-е диски.
Все типоразмеры дисков:
- 230 мм
- 180 мм
- 150 мм
- 125 мм
- 115 мм
В процессе работы диск стачивается, и его диаметр изменяется. Это может происходить до тех пор, пока диск не поломается или пока его диаметр не станет меньше диаметра корпуса болгарки.
Диск меньшего диаметра всегда можно поставить на болгарку большего типоразмера. Это получается, потому что у всех болгарок диаметр посадочного отверстия одинаковый – 22.2 мм. И резьба шпильки для фиксации одинаковая – М14.
Существуют диски и большего диаметра. Однако они не предназначены для болгарок. Более мощный инструмент может быть ручным, но чаще он используется для станков, для бетонорезов, иных машин, не предназначенных, чтобы их держали в руках.








Лепестковый диск
Большие диски имеют большую скорость резания, больший ресурс работы, однако при этом у них больше вероятность поломки, поэтому и не предназначены они для ручного инструмента – слишком опасны.
Есть и другие ручные инструменты, которые в принципе могут использовать виды дисков для болгарки и шлифовки поверхностей.
Это так называемые шлифовальные машинки по бетону.
В них могут использоваться диски диаметром 230 мм. Однако их главная цель – работать не радиальной поверхностью, то есть краем круга, а его плоскостью. Основной расходник для них – чашечные шлифовальные круги.
Комбинированные диски имеют канавки по краям криволинейной формы. По ним удаляется пыль из зоны реза. Они могут применяться для всех видов резания, более производительны по сравнению с другими, но изнашиваемость на метр реза у них больше.
Диски по дереву и техника безопасности

Диски по дереву
В продаже можно встретить многие другие диски для болгарки – например, многочисленные виды дисков для болгарки по дереву, для зачистки бетонных швов, для полирования и т. д.
Сами по себе диски для рабочего не опасны,но они могут дить инструменту – если происходит работа болгаркой с нагрузкой не радиальной, а вдоль оси диска, у неё выходят из строя подшипники. Ремонт обойдётся недёшево.
Встречаются некоторые прочие типы дисков, использование которых для болгарки не губительно. Это диски с корщёткой, расположенной радиально, и диски с лепестками шкурки для полировки, расположенной также. Однако использовать их допускается, если их ширина небольшая. Со шлифмашинками по бетону можно использовать, в принципе, любые диски, но это уже не болгарка.
На видео представлен обзор дисков для болгарки:
https://youtube.com/watch?v=yC3YtGd0qa8
Заметили ошибку? Выделите ее и нажмите Ctrl+Enter, чтобы сообщить нам.
Рубим болт зубилом
Работа зубилом требует особого внимания и определённых навыков:
- Точно разметить нужный контур специальной чертилкой по металлу.
- Если толщина металла такова, что одним ударом зубило его не перебьёт, то болт зажимают слесарными тисками. В противном случае, рубануть по тонкому пруту можно прямо на прочной подложке или кузнечной наковальне.
- Нужно следить, чтобы губки находились на уровне отметки. При большой толщине прута линия чертилки должна быть выше зажимного устройства примерно на 4 мм.
- Опереть рубящий инструмент на ближнюю губку так, чтобы угол составил 30–35 0 , а острый край прилегал к обрабатываемой поверхности примерно под 45 0 .
- Удары молотком должны быть короткими и точными, в район «затылка».
Когда перерубить металл с одного раза не получается, вновь повторяют проход. Иногда целесообразнее это сделать по той же разметке, но с другого бока.
Болт с сорванными гранями
Сейчас мы разберемся, как же как выкрутить болт с сорванными гранями. Как правило, причины этой беды кроются в том, что:
- Детали, которые держал болтик, оказались смещены неестественным образом. Это приводит к его зажиманию и порче.
- Сам болтик при закручивании был сильно затянут.
- Инструмент, которым его затягивали, был не того размера и использовались подручные средства (отвертки или стамески часто подкладывают в ключи большего размера при отсутствии подходящих маленького).
Перед тем, как выкрутить сорванный болтик или гайку, нужно провести некоторую подготовку. Это позволит вам потратить меньше времени и усилий, а порой и сберечь дорогостоящее оборудование.
Последовательность действий
- Покрыть соединение жидкостью, которая поможет откручиванию. Такой жидкостью может случить знаменитая WD-40, тормозная жидкость или керосин. Не торопитесь, дайте жидкости сделать своё дело. Как показывает практика, минут на тридцать, а то и час можно смело оставлять деталь в покое.
- Возьмите любой подручный инструмент и легонько, не сильно, постучите по метизу со всех доступных сторон. Ваша цель, в данном случае, не запустить болтом как шариком для гольфа, а всего лишь слегка расшатать его на месте его крепления. Во время выполнения данного мероприятия есть опасность повредить резьбу, так что соизмеряйте силу и замах.
- Если есть возможность и пространство, попробуйте нагреть болтик. Для этого подойдет газовая горелка. Убедитесь в отсутствии возле рабочего места легковоспламеняющихся жидкостей и предметов. Убедитесь также перед началом прогрева, что в случае непредвиденной ситуации вам есть куда отступать. Не прогревайте деталь открытым огнем в закрытых помещениях. Лучше открыть ворота или переместить болтик на воздух. Опаленные таким способом ржавчина и жир превратятся в пепел, и перестанут препятствовать откручиванию болтика.
Однако часто случается, что заклинивает именно тот винтик, к которому никак не подобраться с горелкой или инструментом для простукивания. В этом сложном случае следует болгаркой или любым подручным инструментом типа зубила сделать на сохранившейся шляпке глубокий пропил. Он и станет той зацепкой, которая позволит вытащить весь болт.
Теперь можно, зацепившись за этот выступ, попробовать открутить неподдающийся шуруп. Упритесь в выемку отверткой, и совершая легкие удары по ее рукоятке молотков в сторону откручивания (не по часовой стрелке), потихоньку проворачивайте болт.
Изготовление горячей штамповкой
Для данной технологии также важно качество исходного сырья. Его нарезают на отрубном комплексе и ленточных станках
На следующем этапе индуктором путем воздействия тока высокой частоты в 40 кГц разогревают фрагменты до 1000 °С. Далее, не остужая, заготовку обрабатывают под формой ударного пресса для формирования головки. В зависимости от типа последней работы также могут включать несколько этапов. После этого снимают фаску с торца начала резьбы на фрезерном станке. Для нанесения резьбы применяют автоматизированный нарезной станок.
С целью обеспечения защиты от коррозии полученные изделия подвергают химической гальванизации и горячему цинкованию. Данные работы включают несколько стадий. Начинают с очистки путем мойки в горячей воде и последующего обезжиривания раствором ПАВ с повторной мойкой. Далее осуществляют травление в соляной кислоте для окончательной очистки поверхности благодаря окислению хлорида железа. После этого остатки кислоты нейтрализуют промывкой.
В завершение изделие погружают в цинковый раствор нагретый до 450 °С либо наносят защитный слой в электролите при цинковании и химической гальванизации соответственно. Горячую штамповку оканчивают механическим устранением изъянов и полировкой болтов.
Источник
Как разрезать трубу болгаркой
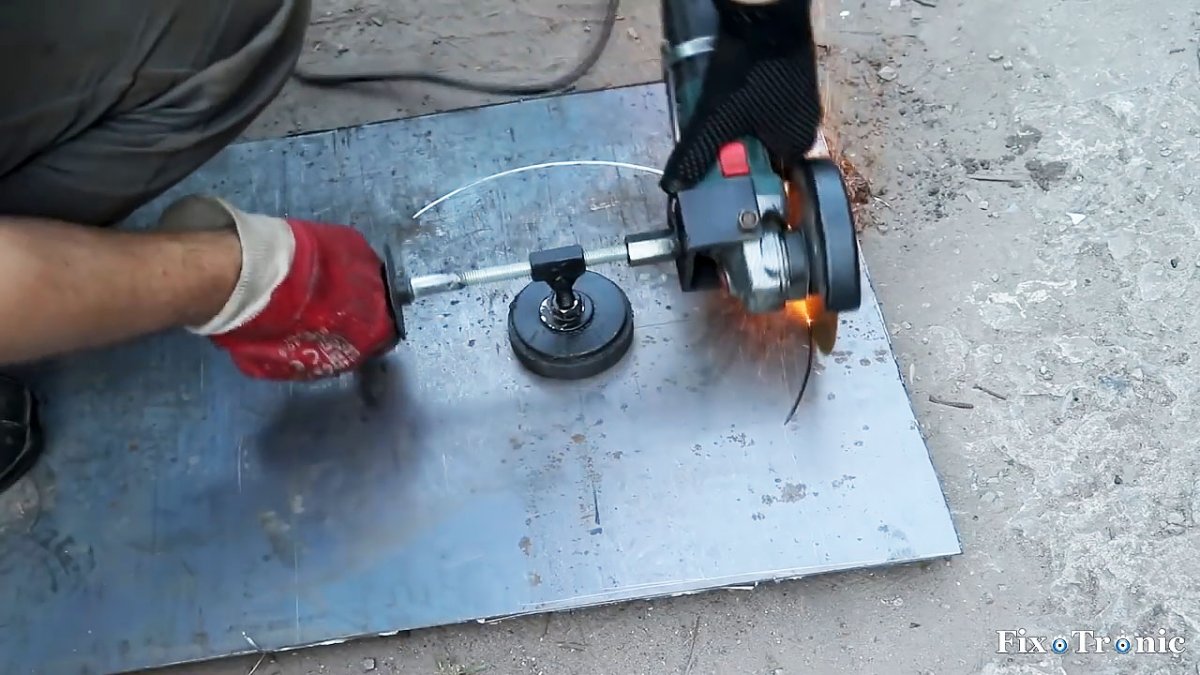
Для порезки труб болгаркой рекомендуется использовать отрезные круги толщиной не более 1 мм, в противном случае рез проводить тяжелее, а также будет слишком много искр и вылетающих раскаленных частиц.
Технология проведения работ такая:
- Труба закрепляется в тиски или фиксируется другим способом. При этом отрезаемая часть должна свешиваться. Не допускается располагать заготовку между двух опор и проводить рез посередине, т. к. произойдет заклинивание режущего лезвия (из-за провисания трубы).
- С помощью полоски бумаги и малярного скотча наносится разметка. Концы ленты должны максимально точно сойтись. Домашние умельцы рекомендуют опускать трубу в жидкость под требуемым углом, а затем по границе сухого и мокрого отмечать линию реза.
- Разрез следует выполнять с верхней части трубы, постепенно опуская болгарку ниже. Режущий диск должен проходить по самому краю наклеенной полоски.
Труба большого диаметра разрезается немного иначе, поскольку рабочая часть круга не позволяет сделать это за один раз. Стенка режется посекторно, а трубу поворачивают нужной стороной.
Болт под шестигранник
Грани оси удобны и для закручивания, и для откручивания. Четкие и ровные они дают надежный упор для ключа. Если болтик подходящего под руку и соответствующего размера, поначалу его можно комфортно крутить рукой, дотягивая позже с помощью инструмента. Однако нередки случаи, когда в силу чрезмерной эксплуатации самого шурупа, или больших нагрузок на соединение, грани оказываются сорванными и крепеж остается торчать в сочленении. Взяться за него неудобно, он выскальзывает из рук и инструментов. Давайте рассмотрим несколько вариантов решения этой проблемы, с соответствующими способами устранения.
Сделать на головке болтика насечку любым доступным способом. Однако при выполнении этой насечки есть один важный момент. Стенки этой насечки должны быть вертикальными, без уклона. Иначе инструмент, который вы потом будете упирать в выемку будет просто проскальзывать по шляпке. А в этом случае есть большая опасность повредить не только инструменты, но и руки мастера. Применить специальные так называемые экстракторы для шурупов с сорванными гранями. Экстракторы имеют резьбу, нарезанную в направлении, которое прямо противоположно резьбе самого болта. Таким образом, когда в болте высверливают отверстие и вставляют экстрактор, он фиксируется в болте плотно и не проворачивается при выкручивании такого болта плоскогубцами. Использовать сверло обратного левого вращения и дрель с реверсом. Идея в том, чтобы проделав обычным сверлом отверстие в крепеже, засунуть в него левое сверло и на реверсе дрели выкрутить прикипевший болт. Найти подходящую звездочку TORX. Идеальная звездочка должна не проходить шлицами в дырочку шестигранника, но при этом не быть слишком большой для него. Звездочка TORX прорубит своими шлицами шляпку болтика, зафиксировавшись плотно на шляпке. Теперь можно сильным движением открутить шуруп
Действуйте осторожно, поскольку в данном случае есть большая опасность сорвать шлицы у звездочки TORX. Шуруп с отверстием под шестигранник можно открутить следующим способом:. Шуруп с отверстием под шестигранник можно открутить следующим способом:
Шуруп с отверстием под шестигранник можно открутить следующим способом:
- Нужно взять надфиль и сделать им размер под шестигранный ключ. Сделав такой пропил, вы существенно сэкономите, поскольку сможете в будущем использовать этот крепеж еще не один раз.
- Сделать на шляпке насечку болгаркой или любым другим удобным способом, к примеру, ножовкой для металла. И использовать плоскую отвертку, упираясь в ее ручку, как в плечо вращения.
- Можно также использовать для откручивания шурупа одну из подходящих по размеру звездочек TORX .
Для болтов-шатунов, выполненных из стали, есть всего два способа:
- Воспользоваться экстрактором. Грамотно подобранный экстрактор и ваши осторожные действия помогут не только выкрутить шуруп, но и сделать это без существенных повреждений инструмента.
- Призвать на помощь электросварку. Электросваркой можно присоединить к сорванному крепежу любой шестигранный элемент, который вам уже не нужен. Приваренный таким образом, он станет новой шляпкой для шурупа. В него будет удобно упереться и выкрутить. Но к сожалению, этот способ может использоваться только и исключительно для деталей, сделанных из стали. С болтами из других материалов этот удобный способ, к сожалению, применить не получится.
Саморезы с сорванными шлицами (звездочка)
Если перекаленные саморезы пару раз выкручивали/закручивали, их грани теряют свою остроту, отвертка прокручивается, а сам винт остается на месте. Если он «сидит» в древесине, гипсе, ДСП или других подобных, не слишком жестких материалах, можно под отвертку положить тонкую резинку (например, для волос). За счет силы упругости добиваются более плотного прилегания к оставшимся граням, что помогает сдвинуть саморез с места. Остальные методы более «травматичны»:









Нарезать канавки внутри «слизанной» воронки, используя плоскую отвертку, открутить. Этот способ достаточно опасен: если стенки «воронки» слишком тонкие, есть вероятность того, что головка винта просто раскрошится от усилий. Останется только винт, который никак не получится выкрутить.
Вот такой саморез выкрутить уже сложно

Выкручиваем саморез с сорванными гранями (крестовиной)
Остатки болта или шпильки без шляпки можно выкрутить так: нарезать левую резьбу в оставшемся теле, капнуть клеем «момент», ввинтить левый метчик, оставить на час. На основную резьбу капнуть масла и тоже оставить на час. Когда клей схватится, выкрутить. Если в древесине застряли остатки винта самореза, проще заделать это отверстие и рядом установить другой крепеж.
Способов довольно много.
Но ответить на вопрос при такой постановке, не представляется возможным.
Так как нет уточнений.
В каком месте например.
Есть ли доступ к этому месту.
Какой длины/диаметра болт.
Есть ли над закрученной гайкой целая/живая резьба.
Целы ли грани на самом болте.
Есть ли инструмент, который понадобиться.
Берем болгарку и стачиваем выступающую резьбовую часть на болте, чтобы гайка свободно снялась.
Либо напильником стачиваем резьбу вблизи гайки под конус, что позволит дальше ее свободно выкрутить по оставшейся неповрежденной резьбе на болте.
Можно еще разогреть гайку горелкой или строительным феном, если это допустимо в данных условиях (вблизи нет плавящихся и легко воспламеняющихся предметов).





